
江苏双勤新能源科技有限公司冶金类· 石化类 · 容器类
销售热线:
15052353333
15052353333

一、焊接
焊接时利用原子间的扩散与结合,使分离的金属材料牢固地连接起来,成为一个整体的过程。
原子之间的扩散与结合,通常采用加热、加压或两者并用。可以用填充材料(或不用),将金属加热到熔化状态。
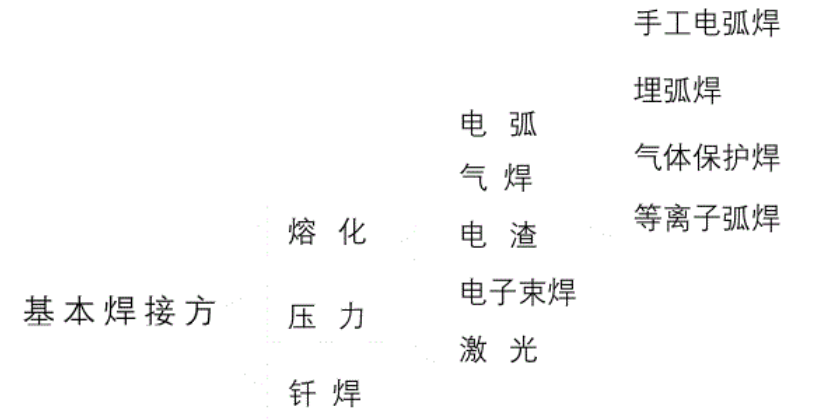
二、焊接方法的分类
电弧焊
电弧焊即在电极和焊体之间造成电弧,利用电弧所产生的热量将被焊金属和焊条金属熔化,并形成一种永jiu接头的过程,称为电弧焊。
(1)手工电弧焊
焊接规范的选择:
A 、常用的焊条直径为3~5mm,平焊对接可选用较粗焊条,立焊的焊条直径不宜超过5mm,仰、横焊的焊条直径不宜超过4mm,对于多层焊的第YI层焊道,焊条直径不应超过3.2mm,以保证根部焊透。
B、焊接电流过小,电弧不稳定,会造成未焊透和夹渣等缺陷,而且生产效率低。电流过大,则焊缝容易产生咬边和焊穿等缺陷。
C、电弧电压也是工作电压,它的大小是由电弧长度来决定的。电弧长,则电弧电压高;电弧短,则电弧电压低。在焊接过程中,电弧不宜过长,否则会出现电弧燃烧不稳定,增加金属飞溅,减少熔深,以及产生咬边等缺陷,而且还会由于空气中氧、氮的侵入,使焊缝产生气孔。故应尽量使用短弧,弧长ZUI好不超过焊条直径。
手工电弧焊特点:
手工电弧焊能广泛应用,主要是它具有:工艺灵活,适用性强,对各种位置、常用钢种、不同厚度的工件都能适用。特别是对不规则的焊缝、短焊缝、仰焊缝、高空和狭窄位置的焊接,更显得灵活机动。
手工电弧焊的缺点:生产效率低,焊接质量受焊工水平的影响,劳动强度大等。
(2) 埋弧自动焊
埋弧自动焊焊缝的形成过程
埋弧自动焊即在焊剂层下进行的电弧焊。焊丝末端和工件之间产生电弧后,电弧热时周围焊剂熔化,焊剂在金属和高温下的蒸汽将熔化的熔渣排开,形成一个封闭空间,使电弧与外界空气隔绝,电弧在此空间内继续燃烧,焊丝熔化低落下来与熔化的母材混合成液态金属熔池,电弧不断向前移动,熔池也随之冷却而凝固形成焊缝,比重较轻的熔渣浮在熔池表面,冷却形成渣壳,覆盖焊缝金属。熔化的焊剂对焊缝金属熔池起保护作用。
埋弧自动焊的优点:
A、生产效率高。因焊接电流大,焊丝熔化快,电弧穿透力强,焊缝熔深大,电弧热量集中利用率高,焊接速度快,故焊接生产率比一般手工焊高5-10倍。
B、焊缝质量好。因自动焊焊接过程稳定,保护可靠,减少了空气对熔池的不利影响,焊缝外观整齐、光洁,消除了手工焊因焊工技术水平和更换焊条而引起的一些缺陷。
C、节省焊接和电能。由于埋弧焊熔深大,故可以不开坡口或者开小坡口进行焊接,节约焊丝和由于加工坡口及填充坡口所消耗的金属核电能。
D、焊件变形小。埋弧焊的热量集中,焊接速度快,焊接热影响区小,因此焊接的变形也就小。
E、改善了焊工的劳动条件。埋弧焊无弧光的有害作用,有害气体少,自动化减轻了劳动强度。
气体保护电弧焊
1.气体保护电弧焊的特点
气体保护电弧焊是采用气体将空气和熔化金属机械的隔开,免受空气的氧化与氮化的焊接方法,所用的保护气体应不与熔化金属起有害作用。常用的气体有氩气、二氧化碳气体等。
气体保护电弧焊的优点:
(1)它是明弧焊,电弧和熔池清晰可见,便于调整焊接参数,控制焊接质量。
(2)由于保护气体对弧柱的压缩作用,使电弧热量集中,熔池小,结晶块,利于空间位置和薄板焊接。
(3)焊接过程没有熔渣,便于实现机械化、自动化,同样降低了成本,减少了辅助劳动,提高了工效。
(4)采用氩、氦等惰性气体保护焊接活泼金属时,具有良好的焊接质量。
2.氩弧焊
(1)氩弧焊的原理
氩弧焊是以氩气作保护气体的一种电弧焊方法。
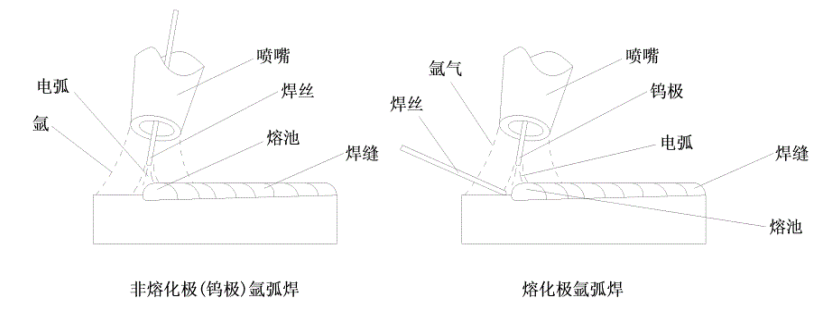
(2)氩弧焊的分类
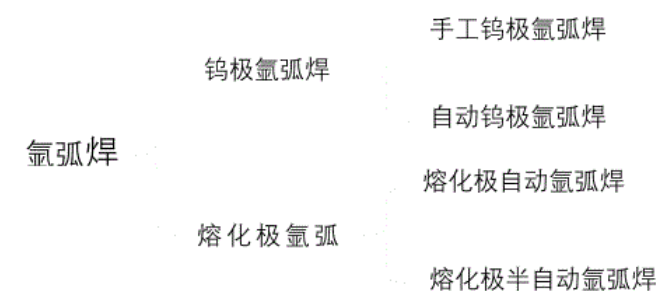
(1)钨极氩弧焊
它是采用高熔点的钨棒作为电极,在氩气的保护下,依靠钨棒和焊件间产生的电弧热,来熔化基本金属及填充焊丝的一种焊接方法。
(2)熔化极氩弧焊
它是采用连续送进的焊丝作电极,在氩气的保护下,依靠焊丝和焊件间产生的电弧热,来熔化基本金属及填充焊丝的一种焊接方法。
3.二氧化碳气体保护焊
二氧化碳(CO2)气体保护焊是一种先进焊接方法,有自动和半自动两种。它具有快、好、省的特点。
与其他焊接方法相比,具有的优点:
(1)生产效率高。采用的电流密度大,熔敷率高,熔甚大,没有熔渣,节省了清渣时间。
(2)成本低。
(3)抗裂性好。CO2气体在高温时具有强烈氧化性,可以减少金属熔池中游离态氢的含量,降低焊后出现冷裂纹的倾向。CO2气体保护焊对锈污敏感性小,焊前对工件的清理要求不高。
CO2气体保护焊多用于低碳钢和低合金钢的焊接。


 全国服务热线
全国服务热线